











Tables croisées manuelles, tables linéaires, tables croisées de haute précision avec vis à recirculation de billes, manuelles visualisées et à contrôle numérique

TO TABLE CROISÉE AUTOMATIQUE
ÉLONGATION % : A% = 1
CHARGE DE RUPTURE : Rmin = 26
ÉLONGATION % : A% = 1
ÉLONGATION % : A% = 1
CHARGE DE RUPTURE : Rmin = 26
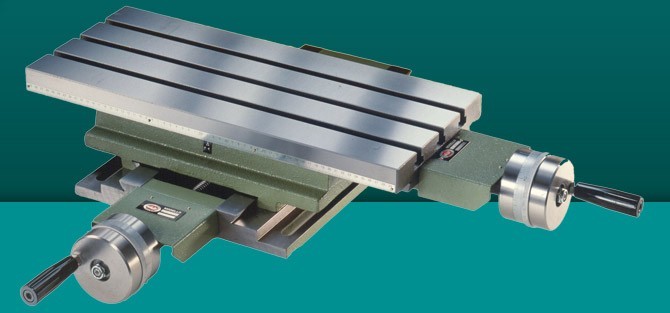
Table à coordonnées de précision, destinée en particulier aux positionnements en mode automatique des pièces à percer ou à fileter, mais qui se prête aussi à exécuter des fraisages et des contournages de pièces avec des fraiseuses traditionnelles ou autres machines-outils.
Elle est réalisée avec une structure compacte et robuste, pouvant supporter facilement les sollicitations les plus dures dues aux usinages mécaniques.Une table de ce type employée en cycle automatique avec une perceuse ou une machine à fileter élimine dans la plupart des cas les masques de perçage employés jusqu'à présent, en rendant plus rapide l'usinage et surtout la préparation du matériel, étant donné qu'une modification d'un entraxe ou d'un diamètre de perçage n'implique plus la modification également du masquage, mais seulement d'une donnée mémorisée dans un programme.Même les opérations de traçage, jusqu'à présent nécessaires dans l'atelier, ne sont plus requis ou sont fortement facilitées par une table qui avec une précision extrême et répétabilité se place au point voulu.
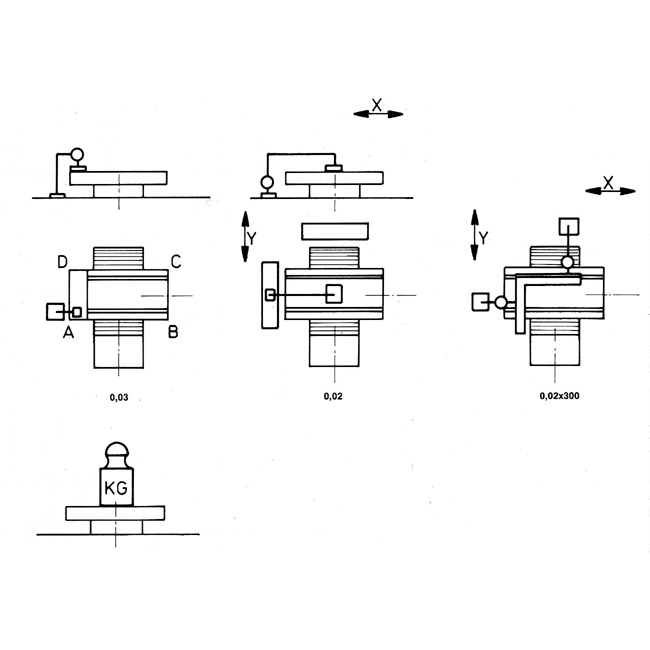
Toutes les parties de fusion sont en fonte G26 UNI 5007 stabilisée afin d'éviter toute déformation au cours du temps. Les guides de coulissement sont prismatiques et enregistrables, entièrement rectifiées et avec pièce rapportée de « turcite B », un matériau antifriction qui permet d'avoir un faible frottement et une vitesse de déplacement élevée même avec des charges considérables. Les vis sont en acier à recirculation de billes, diamètre 25 mm avec pas 5 mm, le filetage est entièrement rectifié et les écrous sont préchargés afin de garantir la rigidité et l'absence de jeux.Les moteurs sont brushless, directement reliés aux vis à billes.La détection de la position des axes se produit par des transducteurs optiques avec résolution centésimale.Un système avec électropompe temporisée fournit la lubrification forcée de toutes les parties en mouvement.
La vitesse maximale de déplacement avec la fonction de rapide G00 est de 10 mètres la minute.Des protections spéciales en tôle vernie et soufflet thermosoudé, permettent, outre de protéger les guides et les vis à billes, de travailler avec du liquide réfrigérant sans que celui-ci ne déborde de la table rainurée supérieure. Toute la partie électronique de commande est fournie câblée dans une petite armoire avec pupitre et sorties sur connecteur.
Cette armoire contient les entraînements avec transformateur et inductances ainsi que l'unité de gestion, constituée d’un contrôle numérique CNC complet, qui peut être fourni avec différentes configurations et modèles afin de satisfaire les divers besoins de l'utilisateur ; un interfaçage spécial composé d'une entrée et d'une sortie, fournis en dotation, permet à la table à coordonnées d'usiner en cycle automatique avec n'importe quelle machine-outil.
Des solutions particulières d'assortiment table à coordonnés-machine-outil peuvent être examinées par notre bureau technique, qui reste à votre disposition pour toute information concernant l'emploi de ce matériel.
La table est fournie avec des manuels d'emploi et d'entretien exhaustifs.
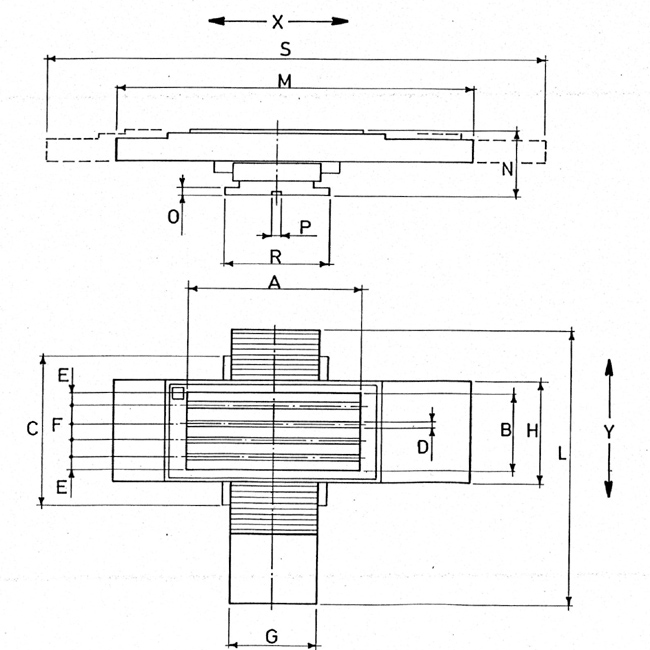
| TYPE | A | B | C | D | E | F | G | H | L | M | N | O | P | R | S | X | Y | POIDS kg |
| 400 | 575 | 280 | 505 | 14H7 | 53 | 58 | 340 | 382 | 1035 | 1150 | 220 | 24 | 16H7 | 385 | 1550 | 400 | 360 | 170 |
| 500 | 675 | 320 | 605 | 14H7 | 55 | 70 | 362 | 422 | 1145 | 1126 | 220 | 24 | 16H7 | 400 | 1686 | 460 | 360 | 205 |
| 600 | 775 | 370 | 705 | 14H7 | 65 | 80 | 422 | 472 | 1360 | 1485 | 220 | 24 | 16H7 | 460 | 2085 | 600 | 470 | 270 |
| TYPE | KG |
| 400 | 240 |
| 500 | 310 |
| 600 | 360 |